
苯罐区VOCs治理装置的运行及改造
中国石油华北石化公司老罐区苯罐为3台1000m3的内浮顶罐,虽然设置了氮封系统,但仍存在静止储存损耗、发油损耗和收油损耗,产生VOCs无组织排放。苯是致癌物,其无组织排放对生态环境和人员健康有重要影响。
2016年2月,河北省环保厅发布《工业企业挥发性有机物排放控制标准》( DB13 /2322 - 2016) ,规定: 产生挥发性有机物的主要生产工艺和装置必须设立整体或局部气体收集系统和净化处理装置。2017年4月1日,雄安新区设立,对周边环境提出了更高的要求。为响应国家建设雄安新区政策,贯彻地方减排标准,打造优美自然生态环境,华北石化油品运行部于2017年7月为老罐区苯罐设置了VOCs治理装置,经过近一年的运行,显著减少了VOCs排放,但在运行中也出现了部分问题。现将该VOCs治理装置的运行情况、存在的问题和改造情况进行分析,以期对类似装置的运行提供指导。
1 装置概况
1.1 基本参数
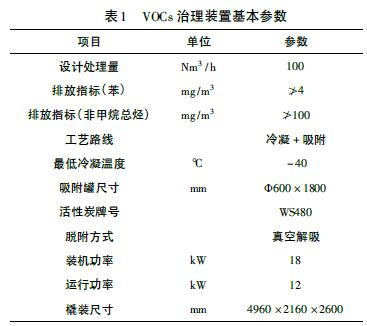
老罐区苯罐采用江苏金门能源装备有限公司设计、制造的JM - VRECS - CD/AD - 100 型VOCs 治理装置,冷凝+ 吸附集成工艺,装置主要参数如表1。
1.2 工艺流程
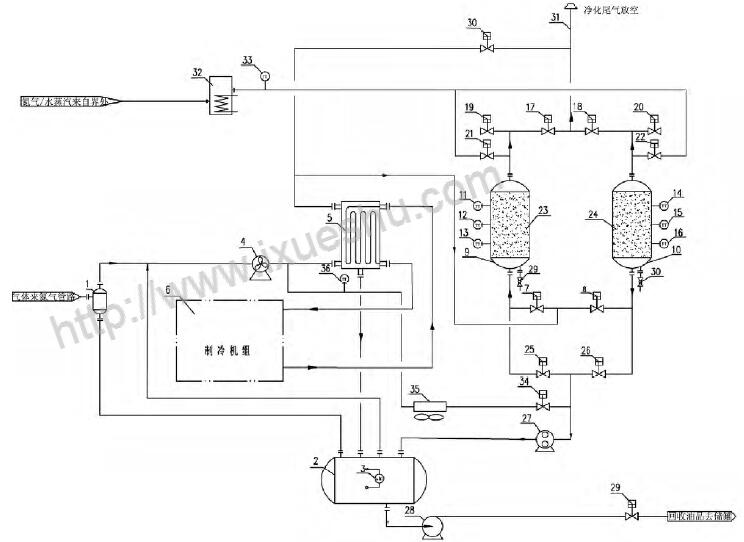
采用冷凝系统对VOCs 进行预处理,将大部分的可凝组分冷凝回收,降低进入吸附系统的VOCs 浓度。未凝气去吸附罐进行吸附处理,达标后排放,吸附解吸气循环至冷凝装置处理、回收。该系统的本质是冷凝实现VOCs 可凝组分回收,吸附实现VOCs 达标排放。VOCs 治理装置流程图如图1。
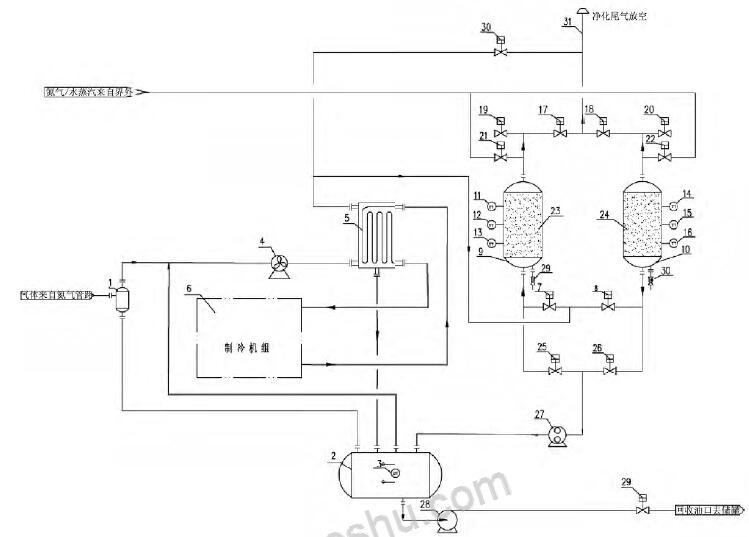
1 - 凝液收集罐; 2 - 气液分离罐; 3 - 液位变送器; 4 - 风机; 5 - 冷箱; 6 - 制冷机组; 7 - 吸附罐进口阀A; 8 - 吸附罐进口阀B; 9 - 吸附罐A; 10 - 吸附罐B; 11 - 温度变送器A; 12 - 温度变送器B; 13 - 温度变送器C; 14 - 温度变送器D; 15 - 温度变送器E; 16 - 温度变送器F; 17 - 吸附罐出口阀A; 18- 吸附罐出口阀B; 19 - 吸附罐破真空阀A; 20 - 吸附罐破真空阀B; 21 - 吹扫气进口阀A; 22 - 吹扫气进口阀B; 23 - 吸附剂床层A; 24 - 吸附剂床层B; 25 - 真空脱附阀A; 26 - 真空脱附阀B; 27 - 真空泵; 28 - 回液泵; 29 - 外输液流量开关阀;30 - 紧急放空阀; 31 - 排放筒
图1 VOCs 治理装置流程图
来自储罐的VOCs 气体由管道进入VOCs 治理系统,VOCs入口管道设置有压力传感器和流量计,当压力高于设定值时,变频防爆风机启动,VOCs 气体进入冷凝单元的冷箱,与来自制冷机组的冷媒进行换热,大部分VOCs 组分冷凝、液化、析出,低温VOCs 再去回热交换器与冷凝单元入口VOCs 进行回热交换,温度回升到接近常温,完成气路的冷量回收利用。冷凝单元设置有利用制冷系统压缩机排出的过热蒸汽融霜的化霜系统,将冷箱内的结霜融化、回收。
未冷凝的低浓度VOCs,进入到吸附单元,吸附系统由两台交替进行吸附- 脱附的吸附罐组成],VOCs 中的大部分有机组分被吸附罐内的活性炭吸附,达标后的气体经排放管放空。当吸附罐吸附饱和后,对吸附罐进行抽真空脱附,真空泵出口排放气循环至冷凝单元冷箱进行冷凝处理。冷箱冷凝下来的液态烃进入储罐,经输油泵,泵送至回收储罐。
2 运行情况和存在的问题
2.1 运行参数
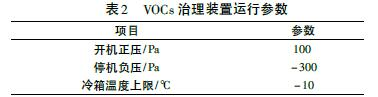
VOCs 治理装置主要运行参数如表2。

2.2 存在的问题
2.2.1 冷箱回收的液量少
装置运行两个月,与冷箱连接的储罐液位仅30%,约25L,回收的液量明显偏少,分析原因:
( 1) 苯储罐是内浮顶罐,且带有氮封系统,排放气中有机物浓度低,实测VOCs 治理装置入口非甲烷总烃在20000 ~25000mg /m3 之间;
( 2) 实际运行的气量较低,远达不到100Nm3 /h 的设计处理量,正常运行时,VOCs 治理装置气体流量在20 ~ 50m3 之间;( 3) 化霜时间不够长,停止化霜温度不够高,经手动化霜,大量液体自冷箱流出,实际运行中有机物在进入冷箱后直接凝华,在冷箱内壁结晶。
2.2.2 真空泵频繁自停
由于采用的是干式螺杆真空泵,其优点在于其真空度高,可达到3Pa 的极限真空,但同时对进气的颗粒物和含液量要求高,运行期间,数次因活性炭粉末和苯蒸汽冷凝积液停机。
2.3 排放指标不合格
装置运行初期两个月,每周取样检测,排放指标正常,非甲烷总烃维持在80mg /m3 以下,苯维持在2mg /m3 以下。
运行两个月后,非甲烷总烃排放超过10000mg /m3 ,活性炭饱和。分析原因,一方面,由于冷箱内结霜严重,提高了进入吸附罐的有机物浓度; 另一方面,真空解吸不能完全将活性炭解吸,导致被吸附的有机物逐渐积累,以致活性炭饱和,甚至失活。
3 装置改造
3.1 设备改造
考虑到干式螺杆真空泵的使用要求和本装置的实际情况,将干式螺杆真空泵更换为更可靠的无油干式涡旋真空泵,其对进气颗粒物和液滴的接受性更强,适于长周期稳定运行。真空泵入口增设5μm 过滤器,保证最少的杂质进入真空泵腔体。
真空泵出口管道增设保温和电伴热,防止高浓度解吸气在环境温度较低时冷凝,保证真空泵正常运转。
3.2 工艺改造
考虑到真空解吸不能使活性炭解吸完全,增设活性炭罐热氮气吹扫系统。
具体地,在现有吸附罐氮气吹扫管线增设氮气电加热器,用于对氮气进行加热; 在真空泵入口管道引出一条支路至冷箱入口,该支路上设置开关阀和风冷冷却器,用于对吹扫后的热氮气尾气进行降温和再处理。改造后的VOCs 治理装置流程图如图2。
1 - 凝液收集罐; 2 - 气液分离罐; 3 - 液位变送器; 4 - 风机; 5 - 冷箱; 6 - 制冷机组; 7 - 吸附罐进口阀A; 8 - 吸附罐进口阀B; 9 - 吸附罐A; 10 - 吸附罐B; 11 - 温度变送器A; 12 - 温度变送器B; 13 - 温度变送器C; 14 - 温度变送器D; 15 - 温度变送器E; 16 - 温度变送器F; 17 - 吸附罐出口阀A; 18- 吸附罐出口阀B; 19 - 吸附罐破真空阀A; 20 - 吸附罐破真空阀B; 21 - 吹扫气进口阀A; 22 - 吹扫气进口阀B; 23 - 吸附剂床层A; 24 - 吸附剂床层B; 25 - 真空脱附阀A; 26 - 真空脱附阀B; 27 - 真空泵; 28 - 回液泵; 29 - 外输液流量开关阀; 30 - 紧急放空阀; 31 - 排放筒; 32 - 加热器; 33 - 热气体温度变送器; 34 - 热气体脱附开关阀; 35 - 冷却器、36 - 冷却温度变送器
图2 改造后的VOCs 治理装置流程图
活性炭吹扫间歇运行,现以A 罐的吹扫为例,对流程进行说明。
依次打开吸附罐A 真空阀、吸附罐B 进气阀、吸附罐B 出口阀、制冷系统、吸附罐A 吹扫阀、排气电磁阀、风冷冷却器,对吸附罐A 进行氮气预吹扫,预吹扫2min,排出吸附罐内的空气。然后,电加热器打开,开始对氮气进行加热,热氮气对活性炭床层进行吹扫,氮气吹扫时间控制在120min 左右,热吹扫结束后,关闭电加热器,用冷氮气吹扫,将床层温度降低至30℃以下。
吹扫过程中,热氮气的路径依次为: 氮气管道- 电加热器- 吹扫阀- 真空阀- 排气开关阀- 风冷冷却器- 冷箱- 吸附罐- 排空。
冷氮气吹扫结束,将床层温度降低至30℃以下,排气电磁阀、风冷冷却器关闭。经吹扫后,正常运行时,非甲烷总烃排放维持在100mg /m3以下,苯排放维持在4mg /m3 以下,达到了排放要求。
采用该种方式吹扫,可以最大程度的对活性炭床层进行深度解吸附,且解吸气再次经过冷凝和吸附处理,解吸气的排放也达到排放标准要求。
3.3 控制系统改造
( 1) 吹扫控制系统
为降低吹扫的劳动强度,在VOCs 治理装置自带的PLC 系统中增设吹扫程序,实现吹扫过程的一键启动。
吹扫程序中,预吹扫时间、热吹扫时间、吹扫后床层温度均可以由现场操作员手动设定,增强了吹扫操作的便利性和实用性。
( 2) 手动化霜程序
考虑到冷箱回收液相少的现状,如在VOCs 治理装置正常运行时增加化霜时间,那么将导致化霜期间进入活性炭罐的有机物浓度升高,缩短吸附罐的连续运行周期。而且,自动运行时,不易观察化霜的实际效果和状态。
基于实际运行要求,考虑间歇手动化霜,因此增设了手动化霜程序。手动化霜程序中,化霜时间和化霜停止温度可自主设定,根据现场的实际化霜情况,进行化霜的操作,增强了化霜操作的有效性。
3.4 运行参数调整
经过实践的摸索,初始设定的运行参数对于VOCs 治理装置的达标排放是不恰当的,具体地:
( 1) 冷箱温度上限和下限温度过高,不能充分发挥冷凝单元的效果,需进一步降低冷箱温度;
( 2) 考虑到手动化霜程序的增设,化霜主要的依靠操作员现场操作,因此,可以合理的减少自动化霜时间,使冷箱长周期处于低温状态;
( 3) 考虑到真空解吸的局限,可适当延长吸附时间。
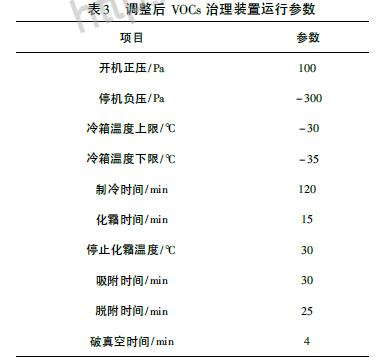
调整后VOCs 治理装置主要运行参数如表3。
4 结论
采用冷凝+ 吸附集成工艺进行苯储罐VOCs 治理是有效的,能够实现非甲烷总烃≯100mg /m3 ,苯≯4mg /m3 的排放指标。
对于冷凝装置,运行中应特别注意冷箱化霜的操作,以及时回收废气中的可凝组分,保证进入吸附系统的有机物浓度不超标。
真空解吸对于苯系物的吸附不能完全解吸附,需借助热氮气吹扫才能充分解吸附。
声明:本文整理自网络,目的仅在与行业交流,版权归原作者所有,如涉及版权和知识产权等侵权问题,请与后台联系,即刻删除内容处理!
上海雅澈环保科技有限公司专注于挥发性有机废气(VOCs)、危害性气体(HAPs)的治理及在线分析监测领域。我们的核心技术产品包括全球领先的蓄热式氧化炉(RTO)、蓄热式催化氧化炉(RCO)、催化氧化炉(CO)、直燃炉(TO)、沸石转轮+氧化炉系统、在线监测系统等。雅澈环保(ECE-AIR)拥有专利技术的Gas Train辅助燃料系统可以使用沸点低于130℃的有机废液作为辅助燃料,可为用户节能增效。
